
随着梅西率领阿根廷夺得本届世界杯冠军,36年后潘帕斯雄鹰再夺大力神杯,历时28天的“足球盛宴”正式落幕了。梅西,终于赢了!
全世界无数球迷都沸腾了!不少球迷更是直言自己的青春完整了!为此,福仔特意采用了Fronius 新开的 CycleTIG 功能来定制“足球”,致敬“梅老板”,也为青春画上一个圆满的句号。

一 、工艺原理
CycleTIG 是 DCEN(直流正接)焊的一种工艺变化。
二、技术亮点和优势
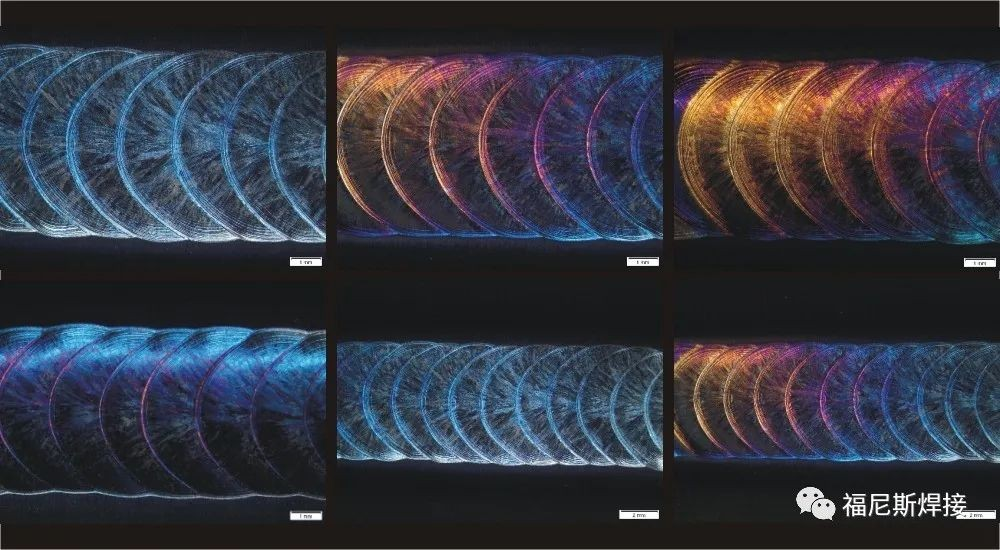
01 高质量的焊缝外观
可与脉冲焊及 TACKING(点固焊)功能结合使用。与TACKING功能结合使用,可轻松实现高质量的焊缝外观。
02 方便对熔池进行控制
由于焊接时间短,熔池易于控制,避免了熔透,不会烧穿,无论是角焊还是对接焊缝。
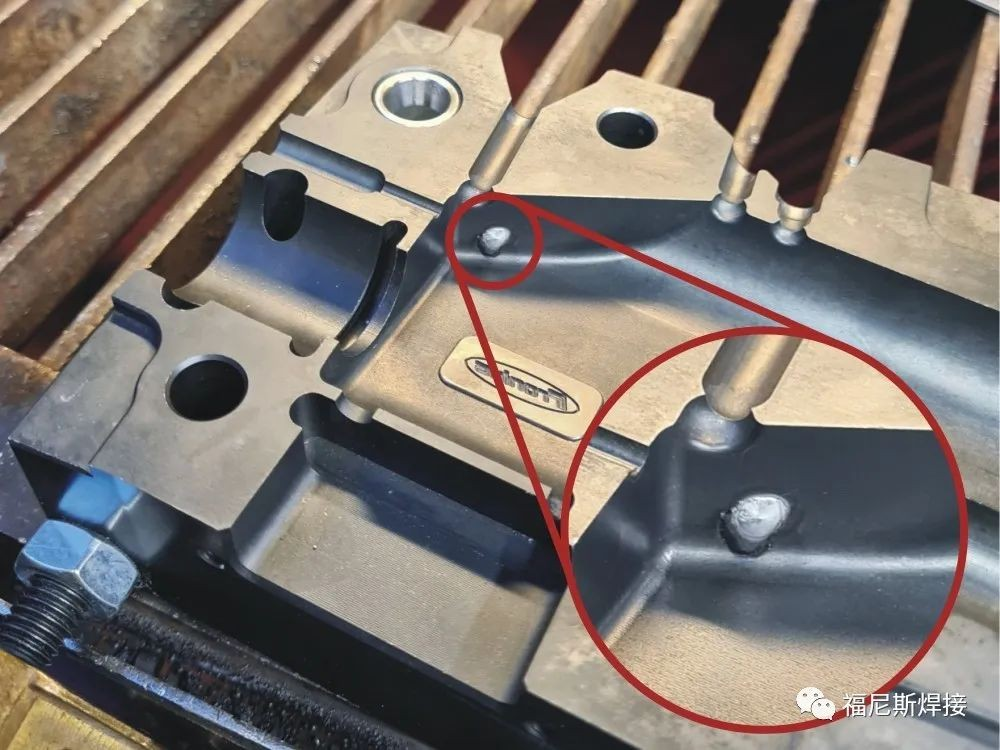
03 热输入量可调控
由于“间断焊接时间”较低,“基极电流”较小或为零,“间隔时间”可以加大,因此可以控制焊接热输入。非常适合焊接薄板及补焊,譬如对边缘的焊接,如模具修复焊时可在压铸模具上焊出尖角。
04 减少受热引起的变色
减少返工,也适于特殊要求的焊接。
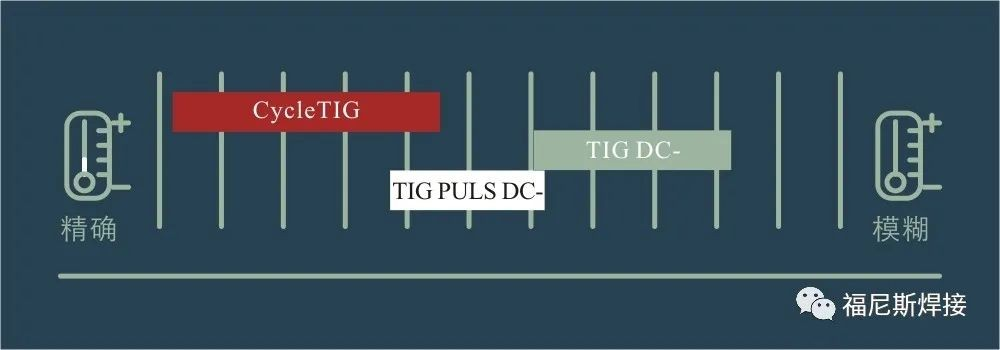
05 准确调节、易于操作
可对电流、时间及各种参数组合进行准确调节。CycleTIG 可以 ms(毫秒)级调节焊接脉冲值。
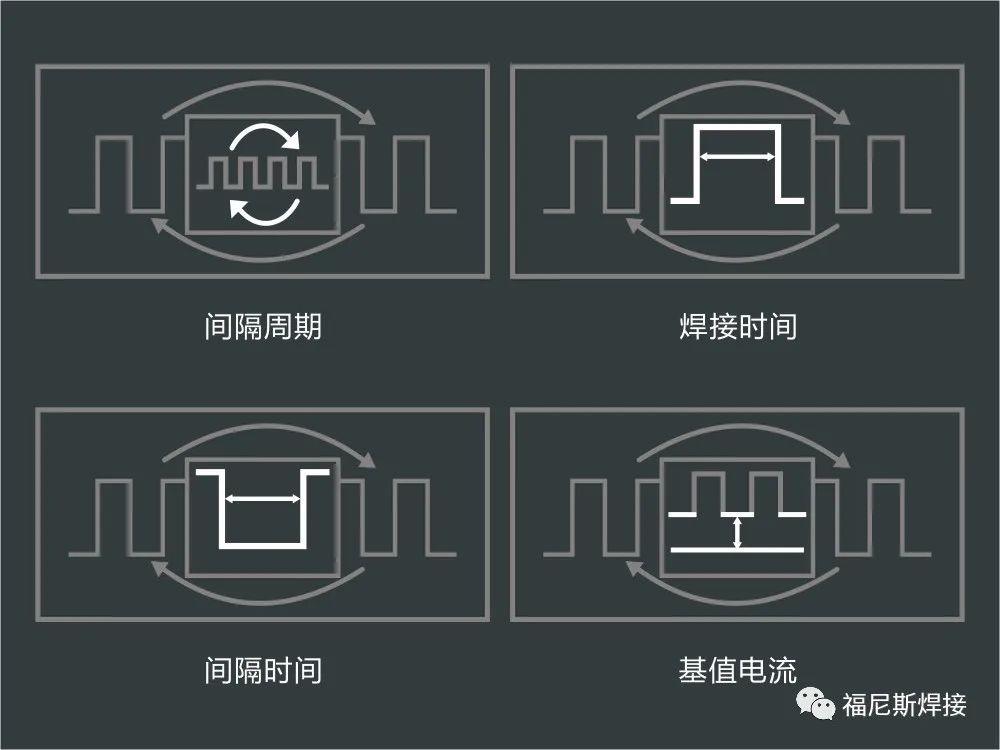
06 新增参数
(a)间隔周期:可设置重复的周期数;(b)焊接时间:设置每个循环中实际焊接电流持续时间;(c)间隔时间:设置小电流或无电流间隔时间;(d)基值电流:设置间歇期的电流值。
三、工艺对比
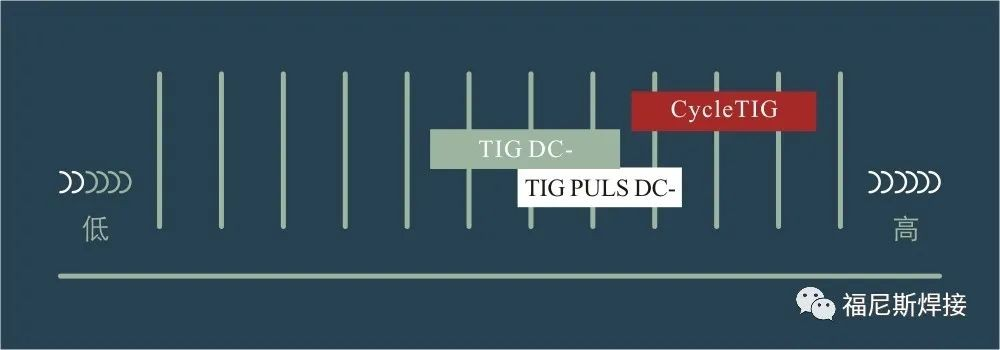
01 热输入量控制
由于使用“交替周期”、“焊接时间”和“间隔时间”等参数,CycleTIG 可以准确地控制焊点能量,很容易控制熔池,避免熔池的烧穿或过热。设置的电流、时间和间隔等参数可对目标热输入量进行高精度调节。
02 焊缝外观
由于可以准确设置电流和时间参数,并且配合“TACKING” 、“Pulse”功能使用,CycleTIG 可以实现焊缝外观的高度一致性。
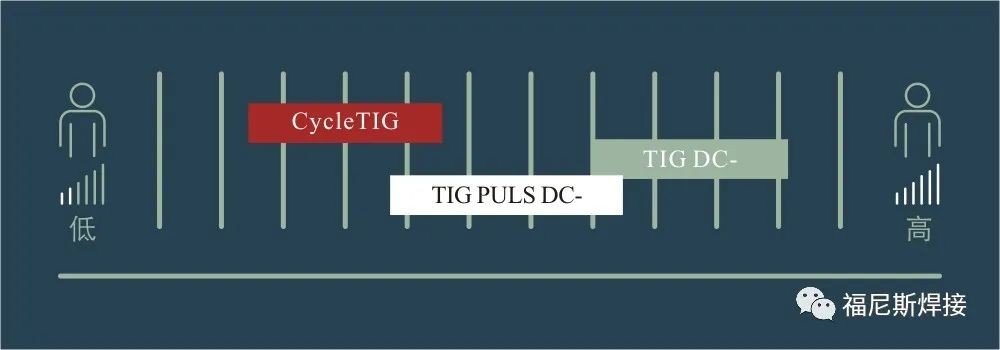
03 操作难度
由于可以准确设置电流和时间参数,并且配合“TACKING”功能使用,CycleTIG 可以轻松操作及培训。
四、多种变化
01 CycleTIG+小的基值电流
(1)用于错边时的焊接;
(2)只需一次高频起弧;
(3)延长钨针使用寿命;
(4)能很好地控制焊接熔池;
(5)热输入量小;
(6)用于厚薄板的连接;
(7)高质量的焊缝外观;
(8)用于尖角的修复;
(9)可直接设置脉冲的时间值。
02 CycleTIG+RPI:开+基值电流:关
(1)每个点都有一次高频起弧;
(2)钨针寿命大为缩短;
(3)推荐:交流焊机的“RPI auto”转极性起弧;
(4)配合 “Touch HF”使用效果更佳;
(5)控制热输入量;
(6)用于修补焊接,如:尖角修复。
03 CycleTIG+基值电流:关+Touch HF
04 CycleTIG+Tracking功能
(1)用于薄板点固焊;
(2)只有一次高频起弧;
(3)延长钨针使用寿命;
(4)准确控制熔池;
(5)用于厚薄板连接;
(6)美观的焊缝外观;
(7)TACKING 功能可自动设置脉冲参数。
05 CycleTIG+Pulse脉冲焊
(1)用于薄板点固焊;
(2)只需一次高频起弧;
(3)延长钨针使用寿命;
(4)非常好的熔池控制;
(5)控制热输入量;
(6)用于厚薄板连接;
(7)美观的焊缝外观;
(8)可设置脉冲参数;
(9)更多参数可以调节。

CycleTIG 中采用不同脉冲波形组合:硬方波、软方波 、正弦波。
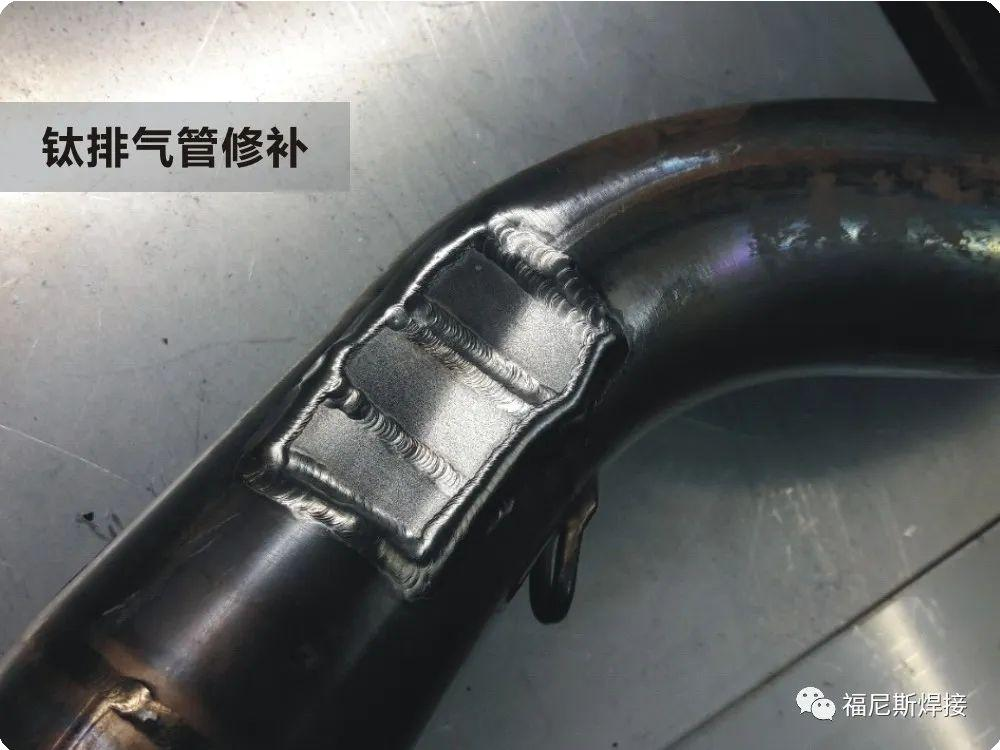
五 应用案例
更多CycleTIG功能资讯请持续关注科盈 · 福尼斯微信公众号,也可以跟我们的各区域服务团队联系交流,Let's get connected!
END